Temperature control plays an important role in any hot-working operation.
Contact methods of measurement are often difficult as the probes can mark the surface and maintenance of the probes and contacting mechanism can be time consuming and expensive. Non-contact measurement using infra-red sensors has been tried many times but with only limited success on aluminum because of the low and variable emissivity. The AST & 3T companies in Israel have successfully developed an infra-red temperature measurement system that uses several different wavelengths and complex algorithms to accurately measure the temperature in the extrusion and hot-rolling of aluminum alloys. The AST & 3T pyrometer has the option to store different calibrations in different groups in the processor memory and it is possible to switch between groups by a signal from an external PLC.
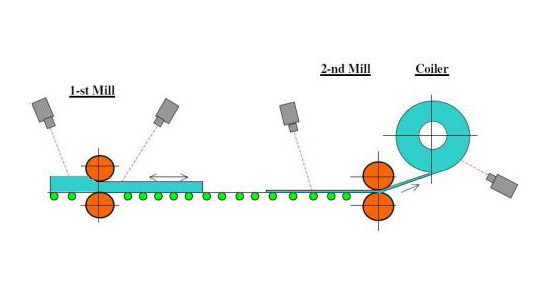
Real-time temperature information during each rolling stage supports process optimization as follows:
Slab temperature:
As the temperature of the slab cannot be directly measured inside the furnace this measurement is the first real temperature measurement. The slab measurement can be used to adjust the furnace temperature for the next slab but, more importantly, it can be used to set the process parameters in the first rolling operation.
Strip Temperature:
The actual temperature of the strip can be measured at all stages(thickness) and can be used to adjust the rolling speed and cooling intensity according to process requirements;
Coiling Temperature:
Allows the absolute temperature value and the temperature distribution along the strip to be recorded. This recorded temperature can be used to both modify the previous stage for the next Slab and, most importantly, to adjust the coiling speed and cooling and thus to obtain the correct conditions for the metallurgical properties. These metallurgical properties can be achieved either by expensive special aging processes in a furnace or by adjusting the coiling speed and cooling rate to produce the correct structure followed by natural aging.
Non contact measurements are important because it is not possible to touch the metal moving continuously at a high speed during the rolling process with a thermocouple. Moreover, even if it is possible to interrupt the rolling process for manual measurement of the slab or thick strip, this cannot be carried out during the final passes and coiling due to the process specification. Even when it is possible to stop the strip, there is a delay in the process and a reduction in the line productivity For example, in order to monitor the slab or strip temperature at the start of the process the mill has to be stopped and the thermocouple mechanically positioned. At least 10 sec will be needed for the measurement. This results in at least a delay of 20-25 sec. However, the temperature needs to be measured and the optimum choice for this application is the non-contact AC3000 infrared thermometer.
Italian : Download Pdf
Turkish : Download Pdf