Boris Shtarker, Tuvia Kornfeld, Ofer Yoely
High quality extrusion profiles for industries such as automobile, space and aircraft etc. demands the need for special means of process control .The process control is essentialto achieve the quality and mechanical properties of the profile. One of the important parameter in Aluminium Profile Extrusion is the cooling rate.
On leaving the die, the extrusioniscooledthroughtheuseofairorwaterquenches. Thisis a critical step which ensuresif the extruded profile has the correct metallurgical structure, dimensionand strength characteristics.
The mechanical properties of the aluminium profile areachieved in twooperations. Thefirstoneinvolvescoolingof the profile at the correct cooling rate when the section leaves the die and the other is when the profile is followed bya second operation known as age-hardening.
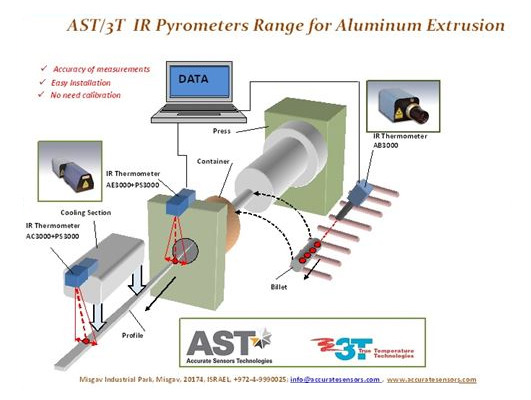
AST pyrometers measurethe temperature of the extruded profile downstream from the die so as to determine the actual cooling rate. It is well established that even minor changes in the cooling rate can deteriorate the mechanical properties of the profile, by creating internal stresses or deformations.
Specifications of the Pyrometer:
- Measurement Range: 200ºC -600ºC
- Emissivity range: 0.1 (200C) to 1.0 (600C)
- High sensitivity
- Accuracy: ±1%
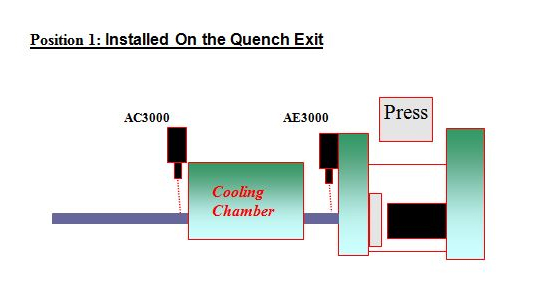
Location of the Pyrometers:
There are two possible locations where the Pyrometers can be placed which are as under:
- Above the cooling unit.
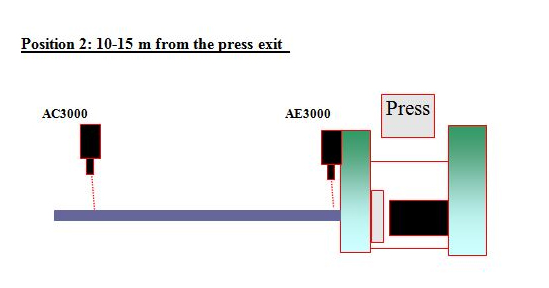
- 10-15 m from the press exit above the cooling table.
The pyrometer can be installed with scanning systemto improve the temperature uniformity of the profile. Data can be collected and analyzed through analog or digital outputs. An optimal cooling rate can be adjusted based on these readings.
For example, results collected at one of the AST’s customer production facilities showed significant variation of the cooling rate for different extruded profiles with the same cooling conditions. The measurements were provided by two pyrometers, one was located on the press exit and the other above the cooling table see figure 2.
In a specific case of two profiles with different shapes one almost flat and the other tubular, a temperature drop of 169ºc was measured on the flat profile, whereas the tube had a temperature drop of only 93ºc.

Following the above true temperature measurements, an optimal cooling rate or extrusion speed can be adjusted.
Technical discussion
Water quench – In most cases after water quench, profile temperature is lower than 100°Cso it is recommended to use the digital indication out of range or the Analog 4mA signal . The minimum cooling rate can be calculated by the following formula
Cooling Rate (ºC/min) = (∆T°C)/∆t
∆T°C = Tº Exit temperature – Tº Quench Temperature (Or 240ºC)
∆t = L/V
L = Distance between exit pyrometer and Pyrometer after quench – meter
V= Extrusion Speed meter⁄minute
* 240ºC is the minimum temperature we can measure to all type of profile, when pyrometer indicate out of range it means that temperature is for sure less than 240ºC. Main application for pyrometer is after air quench where customer would like to keeprequired cooling rate.Profiletemperature that is cooled by air normally is above 250°C.Our AC3000 will be able to measure it accuratelyand can automatically compensate the shape changes.
Yetin order to get good accuracy in the readings, shadow conditions are preferred as direct sun or halogen/tungsten/mercurial lamps may cause distortion in readings. Note A.
AC3000 with special optics may measure 170°C with target emissivity ε=0.1 (means complicated profile and not tube or flat).
Note B.
FR3000 may measure 145°C with target emissivity ε=0.1 (means complicated profile and not tube or flat).
Conclusion:
The optimal cooling rate for the profile in the extrusion process is an important parameter which affects the physical and mechanical properties of the profile. The mechanical properties of the profile can be improved by adjusting the speed of the profile on the cooling tableor by increasing or decreasingthe air or water flow.
Evaluation of the cooling rates of different profiles between the press exit and other locations further down the production line (quenching, cooling table…) can be achieved by measuring the true temperature of the profile at the lower temperature ranges.
AST Accurate Sensors Technologies Ltd. specializes in non-contact true temperature measurements, offering the extruder a variety of systems that shows the exact temperature in different locations of the press and significantly improves product quality which helps in increasing the productivity